[VIP第1年] 指数:3
[VIP第1年] 指数:3
射出成型中自动化技术的应用与优势。在塑胶成型射出领域,自动化技术的应用越来越普遍。自动化技术在射出成型中的应用主要体现在多个方面。首先是自动上料系统,通过自动化的输送装置,可以将塑胶颗粒从原料储存区准确地输送到射出成型机的料斗中,减少了人工上料的劳动强度和误差。这种自动上料系统可以根据料斗的料位自动控制上料速度和时间,保证料斗内始终有足够的原料。在制品取出方面,自动化的取件机械手可以在模具开模后准确地将制品从模具中取出,然后放置在指定的位置。机械手的动作可以精确编程,能够适应不同形状和尺寸的制品。与人工取件相比,自动化取件不仅速度快,而且可以避免因人工操作不当对制品造成损坏。此外,自动化技术还应用于模具的更换、参数的自动调整等环节。例如,在生产不同型号的制品时,通过自动化的模具更换系统,可以快速、准确地更换模具,减少了更换模具的时间,提高了生产效率。同时,射出成型机可以与生产管理系统相连,实现对工艺参数的远程监控和自动调整,保证生产过程的稳定性和产品质量的一致性。家电射出成型技术为家用电器制造提供了高效解决方案。东莞耳机射出

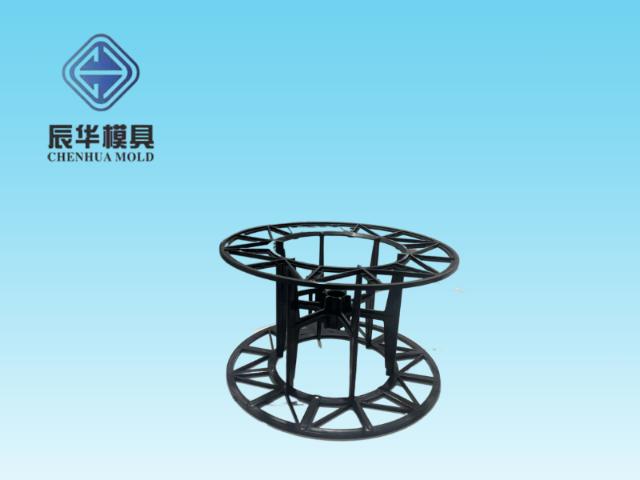
塑胶压克力射出成型技术概述技术原理塑胶压克力射出成型,也称为注塑成型,是一种塑料加工技术。其基本原理是将熔融的塑料(在这里特指压克力,即PMMA,聚甲基丙烯酸甲酯)注入模具型腔中,经过冷却固化后,取出得到所需形状的制品。该过程需要精密的模具设计和精确的温度、压力控制。材料特性压克力(PMMA)具有优良的透明性、耐候性、加工性和可塑性,是建筑模型领域的理想材料。其透明度高,能很好地模拟玻璃、水晶等透明材质;耐候性强,不易老化、变色;加工性能好,易于成型、切割和打磨;可塑性高,能够满足复杂形状和细节的设计需求。成型设备塑胶压克力射出成型的主要设备包括注塑机、模具、干燥机、冷却装置等。注塑机负责将熔融的压克力材料注入模具;模具决定了制品的形状和尺寸;干燥机用于去除压克力材料中的水分,防止成型过程中产生气泡;冷却装置则用于加速制品的冷却固化。 东莞音箱射出电器外壳射出成型在消费电子领域有着不可替代的地位。

塑胶压克力射出成型技术在文物保护中的未来展望技术创新与突破随着科技的进步和文物保护需求的不断提高,塑胶压克力射出成型技术将在文物保护领域实现更多的技术创新和突破。例如,可以探索新的压克力材料配方和添加剂,以提高材料的耐候性和耐冲击性;同时,还可以研发更加先进的射出成型设备和模具设计技术,以实现更高精度和更高效率的制品生产。这些技术创新和突破将为文物保护提供更加可靠和有效的解决方案。应用领域拓展与市场需求增长随着塑胶压克力射出成型技术在文物保护领域的不断应用和创新,其应用领域也将不断拓展。未来,该技术将不仅限于制作展柜的透明面板,还可以应用于其他文物保护产品的制作和文物保护方案的制定中。同时,随着人们对文物保护意识的不断提高和博物馆数量的不断增加,对塑胶压克力射出成型技术的市场需求也将不断增长。这将为塑胶压克力射出成型技术的发展提供更大的动力和机遇。可持续发展与环保趋势在文物保护领域,可持续发展和环保趋势日益受到重视。未来,塑胶压克力射出成型技术将朝着更加环保和可持续的方向发展。例如,可以研发环保型的压克力材料和添加剂,减少生产过程中的环境污染;同时。
射出成型中的速度控制与制品外观质量。射出成型中的速度控制对制品的外观质量有着明显影响。注射速度决定了熔融塑胶进入模具型腔的快慢。如果注射速度过快,塑胶在型腔内会产生高速的冲击和紊流,容易导致空气卷入塑胶中,使制品表面出现气泡、银纹等缺陷。而且,过快的注射速度可能会使塑胶冲击模具型腔壁,造成模具磨损和制品表面划伤。然而,注射速度过慢也会带来问题。塑胶在型腔内的流动前沿可能会过早冷却,导致流痕、熔接痕等外观问题,同时也会降低生产效率。对于不同的制品和塑胶材料,需要选择合适的注射速度。例如,对于外观要求高的透明塑胶制品,如光学镜片等,需要采用较低且均匀的注射速度,以减少内部缺陷和表面瑕疵,保证制品的透明度和光洁度。在注射过程中,还可以采用变速注射策略,在填充初期采用较快速度,以提高生产效率,在接近型腔末端或填充薄壁部分时,降低速度,保证制品质量。亚克力射出成型能够制作出坚固且透明的展示品。

射出成型机的关键部件——螺杆的作用。在塑胶成型射出过程中,螺杆是射出成型机的关键部件之一。螺杆的设计和性能直接影响塑胶的塑化质量和注射效果。螺杆主要由进料段、压缩段和计量段组成。进料段的螺槽深度较大,其作用是将塑胶颗粒顺利地从料斗输送到螺杆的其他部分。在这个过程中,螺杆的旋转使塑胶颗粒向前移动,同时防止物料在料筒内架桥。压缩段是螺杆的重要部分之一,它的螺槽深度逐渐变小。当塑胶颗粒从进料段进入压缩段时,通过螺杆的旋转和螺槽的变化,塑胶受到越来越大的压力,空气被排出,同时塑胶被压实和塑化。这个过程对于确保塑胶的均匀性至关重要。例如,在加工含有添加剂或不同颜色的塑胶混合物料时,压缩段能使这些成分充分混合。计量段的螺槽深度保持不变,它主要负责精确地计量和输送已经塑化好的熔融塑胶,为注射过程做好准备。螺杆的材质也很关键,需要具有良好的耐磨性、耐腐蚀性和大强度,以适应高温、高压和高摩擦的工作环境。塑胶射出成型能够高效生产复杂形状的产品。东莞格子机射出
包胶射出工艺结合了不同材质,提升了产品的耐用性。东莞耳机射出
塑胶压克力射出成型技术射出成型工艺原理射出成型是一种塑料加工技术,它利用模具将熔融的塑料材料注入,并在冷却后形成所需的形状。在塑胶压克力射出成型过程中,首先将压克力颗粒加入料斗中,通过螺杆的旋转和加热,将压克力颗粒熔融成液态。然后,液态压克力在高压下被注入模具中,模具的形状决定了较终产品的形状。在模具中,液态压克力冷却并固化,形成所需的压克力制品。较后,打开模具,取出制品,进行后处理如切割、打磨等。射出成型工艺的优势射出成型工艺在塑胶压克力制品的生产中具有明显的优势。首先,它能够实现高精度和高质量的制品生产。通过精确的模具设计和控制,可以制作出形状复杂、尺寸精确的压克力制品。其次,射出成型工艺的生产效率高,适合大规模生产。它可以在短时间内生产出大量的制品,满足博物馆展柜对透明面板的大量需求。此外,射出成型工艺还具有成本低、易于自动化等优点,使得它在文物保护领域具有广泛的应用前景。射出成型工艺的挑战与解决方案尽管射出成型工艺具有诸多优势,但在实际应用中也面临一些挑战。例如,模具的设计和维护成本较高,需要专业的技术人员进行操作。此外,压克力材料在熔融过程中容易产生气泡和裂纹等缺陷。 东莞耳机射出
文章来源地址: http://wjgj.smdnjgsb.chanpin818.com/mojuog/suliaomo/deta_27564986.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。